滚珠丝杆,非标领域直线传动中最常见的传动方式,今天我们就来介绍一下滚珠丝杆。
滚珠丝杆的介绍
滚珠丝杠是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。
滚珠丝杠是工具机械和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
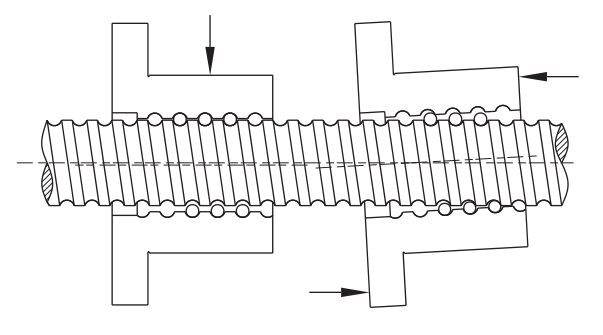
滚珠丝杠由螺杆、螺母、钢球、预压片、反向器、防尘器组成。它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,这项发展的重要意义就是将轴承从滑动动作变成滚动动作。
简而言之,滚珠丝杆就是将旋转运动转化成直线运动、将直线运动转化为回转运动。
滚珠丝杆的组成和分类
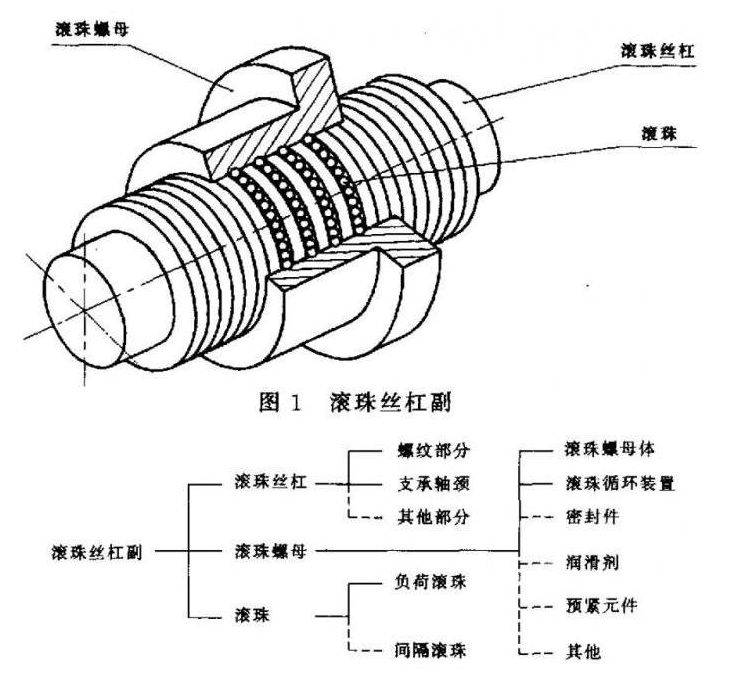
滚珠丝杆是由丝杆轴和螺母组成,而其中螺母又是由钢球、预压片、反向器、防尘器等组成。见下图:
关于滚珠丝杆,种类太多了,这里咱们就列举几种比较常见的
1、超高DN值滚珠丝杠:高速工具机,高速综合加工中心机;
2、端盖式滚珠丝杠:快速搬运系统,一般产业机械,自动化机械;
3、高速化滚珠丝杠:CNC机械、精密工具机、产业机械、电子机械、高速化机械;
4、精密研磨级滚珠丝杠:CNC机械,精密工具机,产业机械,电子机械,输送机械,航天工业,其它天线使用的致动器、阀门开关装置等;
5、螺帽旋转式(R1)系列滚珠丝杠:半导体机械、产业用机器人、木工机、雷射加工机、搬送装置等;
6、轧制级滚珠丝杠:低摩擦、运转顺畅的优点,同时供货迅速且价格低廉;
7、重负荷滚珠丝杠:全电式射出成形机、冲压机、半导体制造装置、重负荷制动器、产业机械、锻压机械;
根据精度等级又分为:轧制和研磨级丝杆,轧制丝杆的精度相对低一点,适用于精度要求不是很高的场合;而研磨级丝杆,精度比较高,适合精度要求高的场合。
根据螺母中的滚珠循环方式,可以分为外循环、内循环、端盖式。先说一下端盖式,这种是比较早期的结构,但是缺点比较明显,现在基本已经被淘汰了,用到的很少。
重点介绍一下内、外循环:
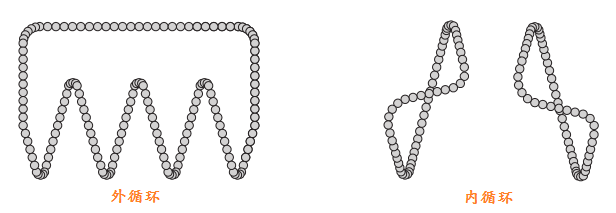
滚珠在循环过程中有时与丝杠脱离接触的称为外循环;始终与丝杠保持接触的称为内循环。滚珠每一个循环闭路称为列,每个滚珠循环闭路内所含导程数称为圈数。内循环滚珠丝杠副的每个螺母有2列、3列、4列、5列等几种,每列只有一圈;外循环每列有1.5圈、2.5圈和3.5圈等几种。
1) 外循环:外循环是滚珠在循环过程结束后通过螺母外表面的螺旋槽或插管返回丝杠螺母间重新进入循环。如图2-3所示,外循环滚珠丝杠螺母副按滚珠循环时的返回方式主要有端盖式、插管式和螺旋槽式。常用外循环方式端盖式;插管式;螺旋槽式。端盖式,在螺母上加工一纵向孔,作为滚珠的回程通道,螺母两端的盖板上开有滚珠的回程口,滚珠由此进入回程管,形成循环。插管式,它用弯管作为返回管道,这种结构工艺性好,但是由于管道突出螺母体外,径向尺寸较大。螺旋槽式,它是在螺母外圆上铣出螺旋槽,槽的两端钻出通孔并与螺纹滚道相切,形成返回通道,这种结构比插管式结构径向尺寸小,但制造较复杂。外循环滚珠丝杠外循环结构和制造工艺简单,使用广泛。其缺点是滚道接缝处很难做得平滑,影响滚珠滚道的平稳性。
2) 内循环:内循环均采用反向器实现滚珠循环,反向器有两种类型。圆柱凸键反向器,它的圆柱部分嵌入螺母内,端部开有反向槽2。反向槽靠圆柱外圆面及其上端的圆键1定位,以保证对准螺纹滚道方向。扁圆镶块反向器,反向器为一般圆头平键镶块,镶块嵌入螺母的切槽中,其端部开有反向槽3,用镶块的外轮廓定位。两种反向器比较,后者尺寸较小,从而减小了螺母的径向尺寸及缩短了轴向尺寸。但这种反向器的外轮廓和螺母上的切槽尺寸精度要求较高。
滚珠丝杆的几种安装方式
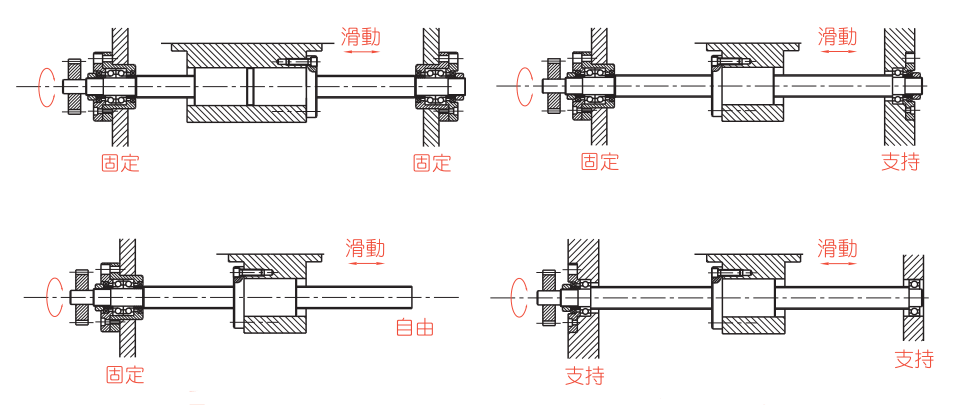
由于实在找不到图片,就从百度随意找了一个,实际上典型应用只有三种:
1、一端固定一端支持式,这是最普通的的安装方法,适用于中速旋转~高速旋转,精度等级可以达到中等精度和高精度;
2、两端固定式,只适用于中速旋转,具有高精度;
3、一端固定一端自由,,适用于低速旋转,中等精度。
在MISUMI和怡合达选型手册上,大家可以看到具体的型号以及安装方法,非常实用。
滚珠丝杆的选型
1、丝杆轴径
常见的规格有(单位:mm):8、10、12、14、15、20、25、32。一般是轴径越大,负载越大。
而不同轴径的丝杆可以承受的负载大小可以查看厂家的样册,相关参数是动额定负荷和静额定负荷。静额定负荷指的是在静止状态下,丝杆可以承受的额定负荷,但是咱们用丝杆又不可能让它一直静止的,所以这里,咱们基本只关心动额定负荷就可以。然后,实际负载和额定负荷的比值越小,丝杆的理论寿命越长。(注:额定负荷不代表最大负荷,但是一般都不要超过额定负荷,不然会降低丝杆的使用寿命)
2、导程
导程指的是丝杆旋转一周,螺母直线运动的距离(这点很多工程师都不知道,所以重点标记一下)。常见的导程有(单位:mm):2、4、5、8、10、20、25、32。这里提一下导程和轴向间隙没有特别的关系,决定导程的大小是传动的线速度,这点很重要。
3、精度
滚珠丝杆,按国内分类,精度等级有P1、P2、P3、P4、P5、P7、P10,日本、韩国,还有中国台湾省采用JIS等级,即C0、C1、C2、C3、C5、C7、C10;欧洲国家的标准采用的是IT0,IT1, IT2,IT3,IT4,IT5,IT7,IT10。
一般,像我们公司采购的都是台湾的滚珠丝杆,性价比比较高,再其次是日本的。
精度表示方法为:不论你的滚珠丝杆有多长,任取一段300mm,误差都在等级代表的精度之内,各等级代表的精度如下:

一般来说,普通机械采用C7,C10级,数控设备一般采用C5,C3级(C5较多,国内大部分数控机床都是C5级),航空制造设备,精密投影及三坐标测量设备等一般采用C3,C2精度(据我所知,国内民品市场买不到C3以上的滚珠丝杆)。
另外,C7,C10级一般采用轧制方法制造,C5级及以上采用研磨方法制造。
综上所述,非标设计常用的滚珠丝杆精度等级为C7(轧制方法制造或有些人称为转造),而对滚珠丝杆精度等级有更高的要求的,C5(研磨方法制造)也够用了。
4、预压等级
也叫预紧,关于预压,我们不用了解具体的预紧力和预紧方式,只需要按照厂家样本选择预压等级就可以了。预压等级越高,螺母与螺杆配合越紧;反之,等级越低越松(这点在SCARA机器人应用行业很重要,负载会影响预压,进而影响精度)。
遵循的原则是:大直径、双螺母、高精度、驱动力矩较大,当丝杆的应用出现以上的情况时,预压等级可以选高一点,反之选低一点。
下面就介绍如何来进行丝杆选型:
第一步、根据上面“滚珠丝杆的分类”中提到的各种丝杆的应用场景,确定适用自己工况的丝杆种类;同时也可以确定丝杆的精度等级(一般为C7)和预压等级;
第二步、根据负载的大小,确定滚珠丝杆的轴径;
第三步、根据负载需要的移动速度,确定导程;确定导程后,再根据推力和导程的关系式,确定驱动电机要提供的转矩。
具体如下:
物体上下垂直运动,重量为60Kg,需要的移动速度为1m/s;
1)假如你选取了伺服电机为驱动,额定转速为3000r/min=50r/s,根据公式:v=r*i,确定导程为20;
2)然后再计算负载的大小:假设伺服电机的加减速时间设置为0.3s,那么加速度为3.3m/s²,负载F=600+60*3.3=798N(摩擦力这里忽略);
3)根据公式:F=(2*π*T*n)/i,n取90%,计算得T≈2.82N·m,查询1KW伺服电机是额定扭矩为3.18N·m,符合要求。
4)选择合适的行程。
MISUMI选型手册资料有更详细的步骤,笔者觉得那个太复杂,所以就简单介绍上述步骤,实际在应用高精度和寿命校核时,还是按照资料一步一步来进行计算为好。
滚珠丝杆的使用注意事项
1、在安装的时候,注意不要碰伤了丝杆的牙型表面;丝杆采购回来后,螺帽和丝杆都是在一起的,所以在安装的时候,要特别注意,首先在两端绑上扎带或者安装限位块,不要把螺帽和丝杆分开了,一旦分开就不好装进去。不小心分开了,不要强行自己装,可以联系供应商,让他们去装;
2、润滑:滚珠和丝杆是金属摩擦,所以两者之间要加润滑油或润滑脂,不然会降低使用寿命;而一般的添加方式有手动加油和自动加油,手动加油就是定期由工人进行注油;而自动加油,就需要自动注油系统,;
3、防尘:滚珠丝杆与滚动轴承一样,当混入杂物或者水、切削液时,磨损会增加,有时会导致破损,设计时,要注意丝杆的防尘;
4、当偏荷重现象发生时,会直接影响螺杆的寿命和噪音,而且基本都伴随着运转不顺的手感,如果螺杆空载时与组装后顺畅度不同,除了注意螺杆本身的精度外,大多是组合精度不良产生偏荷重现象,如下图所示:
5、丝杆的缺点也特别明显,不能自锁、具有传动的可逆性